冷却辊雾面辊设备
雾面辊,临界点温度(近似值)Acm=780℃正火规范温度850~870℃,硬度179~229HBS。冷压毛坯软化处理规范温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。处理前硬度≤217HBS,软化后硬度≤163HBS。生铁屑保护摆动回火规范(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,共3个循环,再降温至550℃,出炉空冷。雾面辊应用范围广吗?冷却辊雾面辊设备
雾面辊,蚀刻技术之特性、不需要电极、母型(master)等工具,故无需此等工具之维护费。由规划到生产间所需时间短,可作短期加工。材料之物理、机械性质不受加工影响。加工不受形状、面积、重量之限制。加工不受硬度、脆性之限制。能对所有金属(铁、不锈钢、铝合金、铜合金、镍合金、钛、合金)实施加工。可高精度加工。可施复杂、不规则、不连续之设计加工。面积大,加工效率良好,但小面积时,其效率比机机械加工差。水平向之切削易得高精度,但深度、垂直方向不易得到同机机械加工之精度。被加工物之组成组织宜均匀,对不均质材,不易加工顺利。冷却辊雾面辊设备雾面辊使用的注意事项有哪些?

雾面辊,于生产雾面辊的电火花冲击机、φ1.2米、长度10米花辊压床,φ10米×5米的镀镍和镀铬生产线,φ1.2米,长度5米热装回火炉,并有一支专业设计研发队伍,大型立式高频淬火机等国内外专业制辊装备,研制和开发制造了国内条打孔膜网笼,国内只CPP大型流延辊,国内较大的幅宽8.5米“三辊压光机”组。亚特公司主要产品:各种激光雕刻辊、花辊、镜面辊、雾面辊、砂目辊、皮纹辊、壁纸辊、流延辊、涂布辊、网纹辊、凹凸对辊、热轧辊等各种材质的板、片、膜辊筒,可生产直径1.5米,长度12米内各种规格的辊轮。
雾面辊,为了防止质量投诉的发生,我们应该定期的使用剥离(洗版液),对涂布辊进行清洗,以得到稳定的涂布布量。操作步骤:涂布辊用醋酸乙酯进行清洗。槽内垫放3-4张薄膜(OPP、PET、CPP、LLDPE等均可)。一边使涂布辊慢速旋转,一边用漆刷将洗版液涂在其表面,然后将其静置5~10min。用金属刷在辊的表面用力刷洗2~3次。未洗清处再次用刷子进行清洗。用2~3L的醋酸乙酯配合精细铜丝刷将洗版液洗除。将槽内盛有洗版液,醋酸乙酯的薄膜除去一张。一般购买雾面辊质保多久呀?
雾面辊的简单介绍,雾面辊主要是用无缝管和合金钢组成,经过机械加工,热处理成型,使硬度保证在HRC58?62°之间,表面镀硬铬。雾面辊的表面形状可根据客户要求加工任何规则或不规则图形。雾面辊主要用于皮革、塑料行业领域,主要用于对PP、PT、PE、ABS、PVC等塑料压光,亚光处理,皮革熨烫压光等。雾面辊的特性:均选用质量无缝钢管或合金钢作为基材,经机械加工,热处理成型,使硬度保证在HRC58?62°之间,表面镀硬铬。中间可采用多重套管,安装螺旋内胆,以达到加热或冷却效果。使其温差小于1℃。雾面辊的制作工艺:先制作成镜面辊然后采用全自动喷砂机来制作消光辊、雾面辊,所制作辊面保证均匀一致,无色差等缺陷现象出现。徐州雾面辊报价怎么样?浙江雾面辊采购
去哪里可以选择安全可靠的雾面辊?冷却辊雾面辊设备
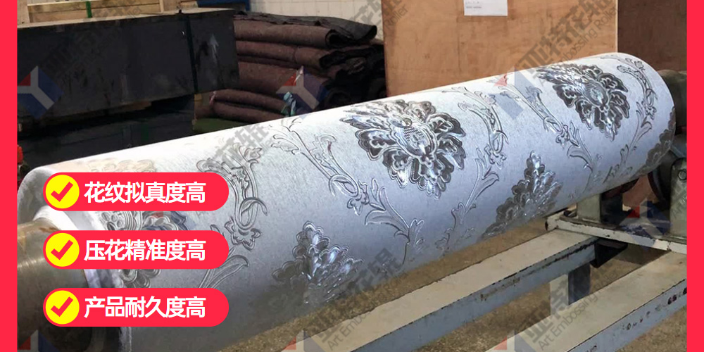
雾面辊,花辊/压花辊在造纸工业、橡胶工业、纺织工业、塑料工业、建筑五金工业等行业都有普遍的运用。压花效果的好坏,压花辊的花纹工艺和施压作业有着直接的关系。不同的辊面纹路,可以压出不同的花型,层次清晰丰富,花纹精美亮丽。在压花过程中,要尽量将被压产品铺平,不然不仅会影响压花效果,也有可能在一定程度上对压花辊造成损坏。如果发现花辊/压花辊上粘上污渍或是其他的屑等,要立即停止工作,将杂物去除了方可工作。不然会影响花纹辊辊面纹路,直接影响花纹效果,可能致使花纹模糊不清等。冷却辊雾面辊设备
上一篇: 吉林镀铬雾面辊多少钱
下一篇: 贵州冷却皮纹辊工艺